1、主題內容與適用范圍
本標準規定了高溫合金鍛件超聲波探傷的一般規定,儀器設備、耦合劑、試塊、檢測參數、檢驗步驟及質量驗收等級等。
本標準適用于航天產品高溫合金鍛件內部缺陷檢驗,其它鋼類鍛件的超聲波探傷也可參照使用。

2、引用標準
GB 1786 鍛制圓餅超聲波檢驗方法
QJ 2141 高溫合金鍛件技術條件
ZBY 230 A 型脈沖反射式超聲探傷儀通用技術條件
ZBY 231 超聲探傷用探頭性能測試方法
ZBY 232 超聲探傷用1號標準試塊技術條件
3、一般規定
3.1 檢鍛件應符合QJ 2141的有關規定。
3.2 鍛件的超聲波探傷一般應在最終熱處理和表面加工后進行。如需熱處理前進行探傷,最終熱處理后仍需進行超聲波探傷。
3.3 超聲波探傷分液浸法和接觸法兩種方法,具體選用何種探傷方法,按有關技術文件或供需雙方協議執行。
3.4 超聲波探傷質量驗收等級分AA,A,B三級,具體選用何種等級,按有關技術文件或供需雙方協議執行。
3.5 鍛件表面應無影響探傷靈敏度的鍛痕、麻坑、氧化皮和油污。采用接觸法探傷時,表面粗糙度Ra的最大允許值為3.2μm。
3.6 超聲波探傷不應在強震、高溫、高頻、強光及腐蝕性氣體的環境中進行。
3.7 從事超聲波探傷的工作人員,必須取得航天系統頒發的技術資格證書。并從事技術資格允許的探傷工作。
4、質量驗收等級
4.1 質量分為AA,A,B三級,見質量分級表。
4.2 缺陷指示長度(或范圍)的測量按6dB法測定。
5、儀器設備、藕合劑、試塊
5.1 探傷儀
5.1.1 采用A型脈沖反射式超聲探傷儀,其各項技術指標應符合ZBY 230的規定。
5.1.2 探傷儀的頻率范圍應包含1.0-5.0MHz。
5.1.3 采用液浸法探傷時,儀器應具有報警、延時、深度補償和界面跟蹤功能。
5.2 探頭
5.2.1 探頭各項性能應符合ZBY 231的規定。
5.2.2 采用液浸法探傷時,選用的探頭晶片直徑(或矩形晶片邊長)一般為10-20mm,工作頻率一般為2.5-5.0MHz。也可選用聚焦探頭。
5.2.3 采用接觸法探傷時,選用的探頭晶片真徑(或矩形晶片邊長)一般為6-25mm,工作頻率一般為2.5-5.0MHz。選用雙晶縱波探頭探傷時,探頭晶片直徑一般為6-14mm,兩晶片傾角相同,角度小于16°。
5.2.4 若鍛件表面為曲面時,探頭工作面的曲率一般應與鍛件相一致。
5.3 探傷儀和探頭組合靈敏度
按所探鍛件最大聲程調整掃查靈敏度后,探傷儀和探頭的組合靈敏度應有不少于12dB的靈敏度余量。
5.4 液浸探傷操縱裝置
液浸探傷使用的水槽應能保證鍛件合理浸人,并滿足探頭掃查要求。探頭操縱支架應能平滑而準確地調整探頭位置,探頭在三個坐標方向上可任意移動,在兩個相互垂直的豎直面內,探頭角度的調節精度要求在士0.5。之內。整個裝置應有足夠的剛性、強度,以保證探頭在掃查過程中信號傳遞的幅度波動小于±2.5%。
5.5 耦合劑
5.5.1 采用液浸法探傷時,一般用水作耦合劑。水質應純凈,無干擾超聲波探傷的氣泡和雜質,必要時可添加防腐劑或浸潤劑。
5.5.2 采用接觸法探傷時,可用機油、甘油等作耦合劑。禍合劑的粘度應保證探頭與鍛件表面間聲禍合良好。
5.6 試塊
5.6.1 標準試塊
用于測試儀器和探頭性能的標準試塊,選用ZBY 232中的1號標準試塊。
5.6.2 對比試塊
5.6.2.1 對比試塊用于調整探傷儀和探頭的組合靈敏度,調整掃描范圍,評定缺陷的當量尺寸。
質量分級表
| 級別 | 標準靈敏度當量平底孔直徑mm | 缺陷分類判斷標準 | ||||
| 單個缺陷反射回波高度 | 多個缺陷反射回波高度 | 線性缺陷 | 雜波 | 底波損失 | ||
| AA | 1.2 | 缺陷反射回波高度小于同聲程Φ1.2mm直徑平底孔反射回波高度 | 缺陷反射回波高度小于同聲程Φ0.8mm直徑平底孔反射回波高度;若缺陷反射回波高度大于同聲程Φ0.8mm直徑平底孔反射回波高度,任何兩個缺陷中心間距應大于25mm | 不允許存在線性缺陷 | 雜波高度小于同聲程Φ0.8mm直徑平底孔反射回波高度 | <50% |
| A | 2.0 | 缺陷反射回波高度小于同聲程Φ2.0mm直徑平底孔反射回波高度 | 缺陷反射回波高度小于同聲程Φ1.2mm直徑平底孔反射回波高度;若缺陷反射回波高度大于同聲程Φ1.2mm直徑平底孔反射回波高度,任何兩個缺陷中心間距應大于25mm | 雜波高度小于同聲程Φ1.2mm直徑平底孔反射回波高度 | ||
| B | 3.2 | 缺陷反射回波高度小于同聲程Φ3.2mm直徑平底孔反射回波高度 | 缺陷反射回波高度小于同聲程Φ2.0mm直徑平底孔反射回波高度;若缺陷反射回波高度大于同聲程Φ2.0mm直徑平底孔反射回波高度,任何兩個缺陷中心間距應大于25mm | 雜波高度小于同聲程Φ2.0mm直徑平底孔反射回波高度 | ||
5.6.2.2 對比試塊的材料牌號、鍛造工藝、熱處理狀態應與送檢鍛件相同。
5.6.2.3 制作對比試塊的材料應經過超聲波探傷篩選。探傷靈敏度應比驗收質量等級的標準靈敏度高6dB,無缺陷的材料方可使用。
5.6.2.4 對比試塊上的平底孔(或橫通孔)作為人工缺陷,人工缺陷的尺寸必須符合驗收質量等級要求。
5.6.2.5 對比試塊種類及要求見附錄A(補充件)。
5.6.2.6 對比試塊曲率半徑應與送檢鍛件曲率半徑相一致。若鍛件曲率半徑大于100mm,縱波直探頭探傷時,也可采用平面對比試塊校準標準靈敏度,但必須加上曲面修正值。
5.6.2.7 人工孔一般加塞保護,防止生銹和污染。
6、檢測參數
6.1 工作頻率
工作頻率一般選用2.5-5.0MHz,但必須保證足夠的穿透力和分辨率。如因材料組織的不均勻性引起雜波水平偏高,可適當降低工作頻率。
6.2 標準靈敏度校準
根據鍛件驗收質量等級校準標準靈敏度。當探傷部位聲程大于探頭近場區長度3倍時,可用底面回波法或試塊法校準標準靈敏度;當探傷部位聲程等于或小于探頭近場區長度3倍時,限用試塊法校準標準靈敏度。
校準標準靈敏度時,探傷儀的“抑制”和“深度補償”均應為零。
探頭近場區長度計算按公式1或公式2:
N=d2f/4c………………(1)
N=fAe/πc………………(2)
式中:N-探頭近場區長度,mm;
d-探頭晶片的主尺寸。圓形晶片,d為直徑;矩形或方形晶片,d為對角線長度,mm;
f-超聲波頻率,Hz;
c-超聲波速度,mm/s;
Ae-探頭晶片有效面積,mm2;
π-圓周率。
6.2.1 底面回波法校準標準靈敏度
在鍛件上測出底面回波均勻的部位,調整儀器有關旋鈕,使此部位底面回波高度為熒光屏滿幅度的80%,然后,根據聲程,驗收質量等級和底面形狀,提高靈敏度至規定值,此靈敏度即為標準靈敏度。所需提高的靈敏度數值按公式3、4計算:
當鍛件底面為大平面時:
KB/Φ=201g(2λs/πΦ2)………………(3)
當鍛件為空心圓柱體時:
KBC/Φ=KB/Φ101g(R/r)………………(4)
式中:KB/Φ-大平底與同聲程平底孔(直徑)垂直反射聲壓的差值,dB;
KBC/Φ-凸形或凹形底面與同聲程平底孔(直徑)垂直反射聲壓的差值,dB;
λ-波長,mm;
s-被探部位聲程,mm;
Φ-平底孔直徑,mm;
π-圓周率;
R-外半徑,mm;
r-內半徑,mm。
注:用底面回波法校準靈敏度時,聲束一定要與底面垂直。
6.2.2 試塊法校準標準靈敏度
縱波探傷和橫波探傷所用對比試塊見附錄A(補充件)。
6.2.2.1 縱波探傷校準標準靈敏度使用的L1、L2試塊見圖A1、圖A2。
縱波探傷校準標準靈敏度方法如下:
a.采用液浸法探傷時,探傷方法可參照GB 1786有關規定進行。調整探頭,使探頭與入射面相垂直。探頭晶片到入射面的距離應保證試塊人射面的二次回波出現在一次底波后面,且對比試塊人工平底孔反射回波為最高。調整儀器各有關旋鈕,使平底孔反射回波高度為熒光屏滿幅度的80,此靈敏度即為標準靈敏度;
b.采用接觸法探傷時,把探頭藕合于試塊表面,移動探頭位置,使人工平底孔反射回波為最高。調整儀器各有關旋鈕,使人工平底孔反射回波高度為熒光屏滿幅度的80%,此靈敏度即為標準靈敏度;
c.使用L2試塊校準靈敏度時,要特別注意探頭與圓柱面垂直,并保持良好的聲耦合。
6.2.2.2 橫波校準標準靈敏度使用T1、T2、T3,平底孔試塊或T4、T5、T6橫通孔試塊,分別見圖A3、圖A4、圖A5和圖A6、圖A7、圖A8。當探傷部位聲程大于探頭近場區長度3倍時,使用平底孔對比試塊或橫通孔對比試塊校準標準靈敏度;當探傷部位聲程小于、等于探頭近場區長度3倍時,使用平底孔對比試塊校準標準靈敏度。
橫波校準標準靈敏度方法如下:
a.采用液浸法探傷時,把探頭固定在探頭支架上,調整探頭位置和人射角[入射角計算公式見附錄B〔補充件)],使平底孔〔或橫通孔)反射回波為最高。調整儀器各有關旋鈕,使平底孔(或橫通孔)反射回波高度為熒光屏滿幅度的80%;
b.b.采用接觸法探傷時,把斜探頭禍合在試塊表面,移動探頭位置,使平底孔(或橫通孔)反射回波為最高。調整儀器各有關旋鈕,使平底孔(或橫通孔)反射回波高度為熒光屏滿幅度的80%;
c.c.橫波折射角一般按如下規定選取;
d.當鍛件厚度(試塊厚度)為13-25mm時,折射角一般為60°±2°;當鍛件厚度(試塊厚度)大于25mm時,折射角一般為45°±2°;
e.d.使用毛或戈對比試塊校準標準靈敏度時,要選擇合適的人射角,使試塊中孔1,孔2反射回波高度均不低于熒光屏滿幅度的80%。
f.e.使用平底孔對比試塊校準標準靈敏度時,按6.2.2.2中的a或b校準的靈敏度就是
g.標準靈敏度;使用橫通孔對比試塊校準靈敏度時,按6.2.2.2中的a或b校準后,再提高一定靈敏度作為橫波探傷時標準靈敏度。所需提高的靈敏度分貝值按公式5計算:
K?/Φ=101g[(2?·λ2s)/π2Φ4]………………(5)
式中:
K?/Φ-?橫通孔與同聲程直徑為Φ的平底孔反射聲壓的差值,dB;
λ-橫波波長,mm;
s-橫波在工件中聲程,mm;
Φ-所選定質量等級平底孔直徑,mm;
?-橫通孔直徑,3mm。
6.3 底波損失靈敏度校準
將縱波直探頭禍合在對比試塊無人工缺陷的部位,調整儀器有關旋鈕(抑制為零),使一次底面反射回波高度為熒光屏滿幅度的800%。此靈敏度作為底波損失標準靈敏度。
6.4 掃查零敏度
為了便于發現缺陷,在6.2條標準靈敏度基礎上再提高2-6dB作為掃查靈敏度。
7、檢驗步驟
7.1 編制檢驗規程
各類鍛件應根據本標準和選定的探傷方法編制相應的檢驗規程,其內容應包括:
a.檢驗規程編號,技術文件編號;
b.產品型號,鍛件名稱、圖號、材料牌號、熱處理狀態;
已鍛件草圖:草圖應標注尺寸,表面粗糙度、加工余量、探傷面。若鍛件不同區域選用不同的質量等級,則應標明區域范圍;
d.選用的探傷方法、儀器、設備、探頭型號、工作頻率、標準靈敏度、掃查靈敏度、驗收質量等級。
7.2 送檢鍛件的檢查
檢查送檢鍛件是否符合本標準的有關要求。
7.3 檢測參數的選擇
按本標準第6章的規定選擇檢測參數。
7.4 掃查
7.4.1 按5.4條調整掃查靈敏度。
7.4.2 掃查要求如下:
a.整個鍛件都要進行超聲波檢查,至少應在兩個垂直方向對鍛件所有截面進行掃查。平行主流線方向的表面為主掃查面,其余表面為輔助掃查面;
b.按驗收質量等級確定掃查靈敏度后,測定鍛件探傷盲區大小。如果鍛件加工余量小于盲區,掃查時應進行正、反兩面掃查或分區掃查,也可用雙晶縱波探頭對盲區進行掃查;
c.掃查速度應不大于50mm/s。掃查時應保證100%覆蓋率,相鄰兩次掃查重疊寬度應不小于探頭有效聲束寬度的50%;
d.橫波探傷,若按一次聲程調整掃查靈敏度時,在一個方向掃查后,將探頭調轉180°,再掃查一遍;
e.掃查時應定期復查掃查靈敏度。連續工作時,每兩小時不得少于一次;若探傷儀、探頭、機械裝置發生變化,應重新校準掃查靈敏度;如靈敏度發生變化,應將所檢驗的鍛件重新掃查和評定;
f.當鍛件表面與對比試塊表面粗糙度不同時,應對掃查靈敏度加以修正。
7.5 檢測記錄與評定
7.5.1 按掃查靈敏度進行探傷時,當出現反射回波波高大于熒光屏滿幅度50%的缺陷信號時,應記錄其水平位置及埋藏深度,并按標準靈敏度評定缺陷當量尺寸。
7.5.2 缺陷指示長度的測量按4.2條進行。
7.5.3 按驗收質量等級的標準靈敏度評定雜波水平,并記錄超標準的區域。
7.5.4 按底波損失標準靈敏度評定底波損失并記錄超標準的區域。
7.6 原始記錄
每件鍛件探傷后應作好原始記錄。
原始記錄應包括以下內容:
a.產品型號,鍛件名稱、圖號、編號,材料牌號,熱處理狀態;
b.檢驗規程編號、報告單編號;
c.探傷儀型號、探頭規格、試塊編號、耦合劑;
d.探傷方法、標準靈敏度、掃查靈敏度;
e.鍛件缺陷示意圖(標明位置及大小);
f.探傷結果;
g.探傷人員及審核人員簽名、日期。
7.7 檢驗報告
根據選定的驗收質量等級及探傷結果,簽發檢驗報告。
附錄A
對比試塊
(補充件)
A1 L1縱波平面試塊見圖Al。
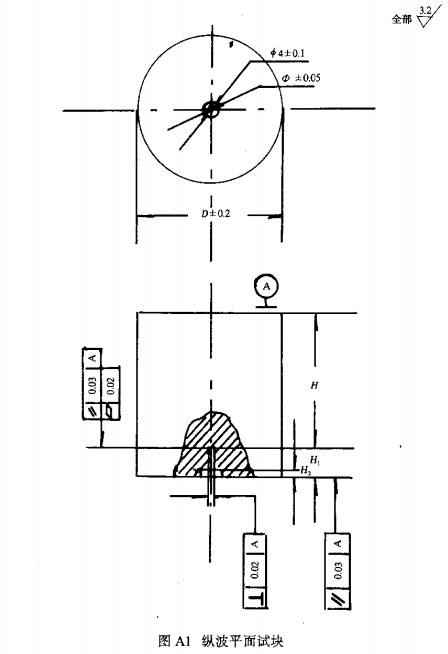
D-試塊直徑(鍛件橫截面厚度小于152mm時,D為50mm;厚度為152-305mm時,D為65mm;厚度大于305mm時,D由供需雙方商定);
Φ-平底孔直徑;
H-試塊聲程(應與鍛件探傷部位聲程相一致);
H1-平底孔埋藏深度(一般為6-15mm);
H2-孔塞深度(一般為3mm)
A2 L2縱波柱面試塊:
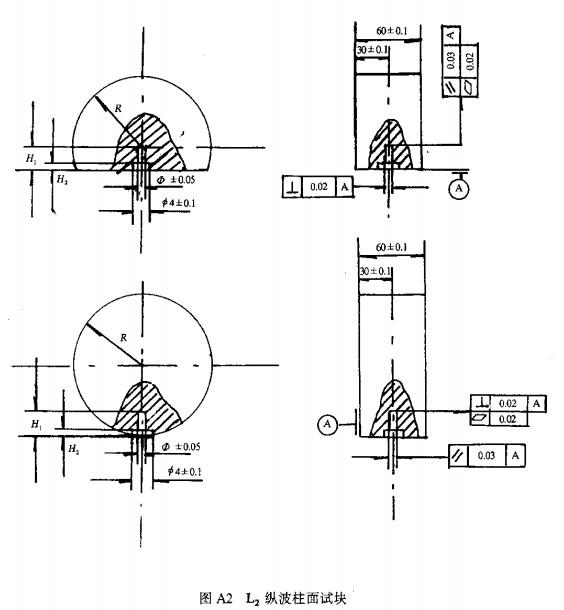
R-圓柱半徑;
Φ-平底孔直徑;
H1-平底孔埋藏深度(一般為6-15mm);
H2-孔塞深度(一般為3mm)
A3 橫波平底孔試塊見圖A3、圖A4、圖A5。
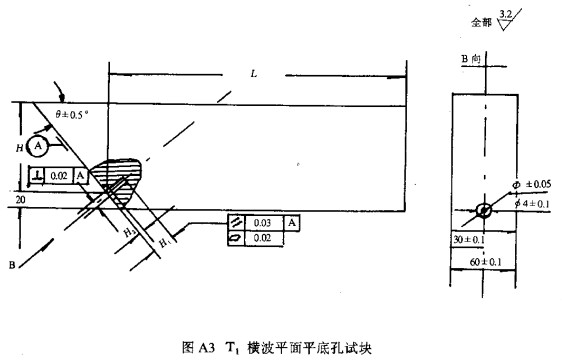
θ-橫波折射角;
Φ-平底孔直徑;
H-鍛件厚度;
H1-平底孔埋藏深度(一般為6-10mm);
H2-孔塞深度(一般為3mm);
L-試塊長度[一般為3(H+20)tgθ+25mm]
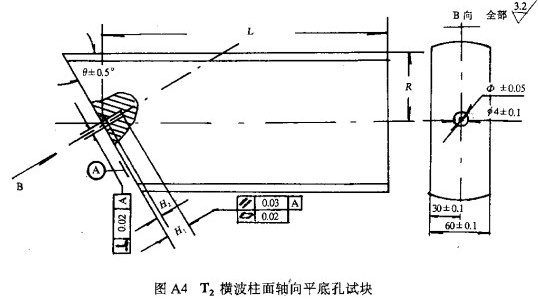
θ-橫波折射角;
Φ-平底孔直徑;
R-柱面半徑;
H1-平底孔埋藏深度(一般為6-10mm);
H2-孔塞深度(一般為3mm);
L-試塊長度(一般為5Rtgθ+25mm)
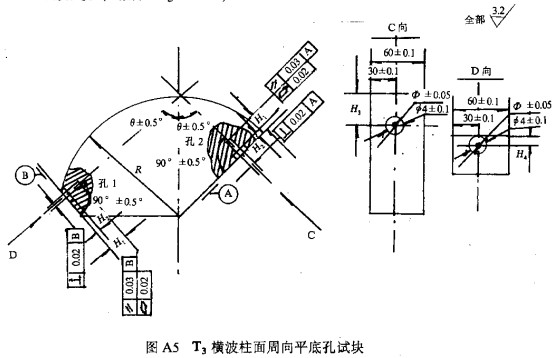
θ-橫波折射角;
Φ-平底孔直徑;
R-圓柱面半徑;
H1-平底孔埋藏深度(一般為6-10mm);
H2-孔塞深度(一般為3mm);
H3-鍛件橫波探傷部位徑向尺寸;
H4-鍛件表面可加工掉尺寸或1.5mm。
A4 橫波橫通孔試塊見圖A6、圖A7、圖A8。
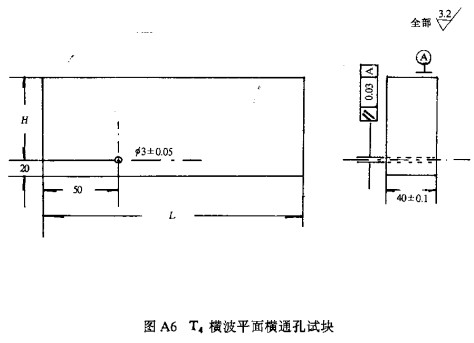
H-鍛件厚度;
L-試塊長度[一般為3(H+20)tgθ+75mm;θ為橫波折射角]
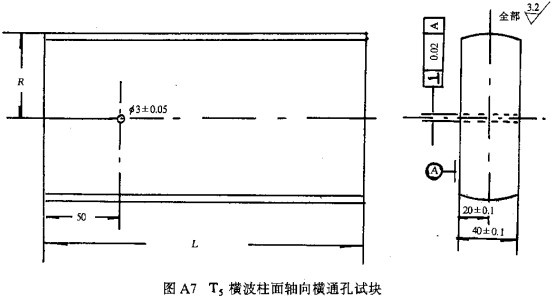
R-圓柱面半徑;
L-試塊長度(一般為5Rtgθ+75mm,θ為折射角)
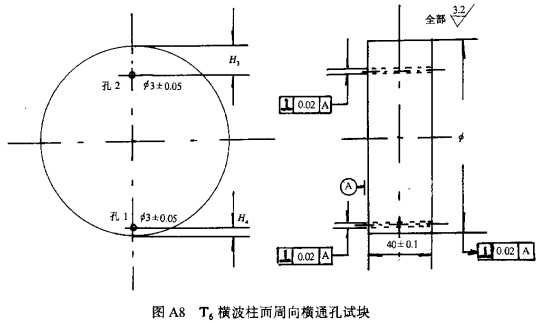
Φ-圓柱面半徑;
H3-鍛件擻波探傷部位徑向尺寸;
H4-鍛件表面可加工掉尺寸或1.5mm
附錄B
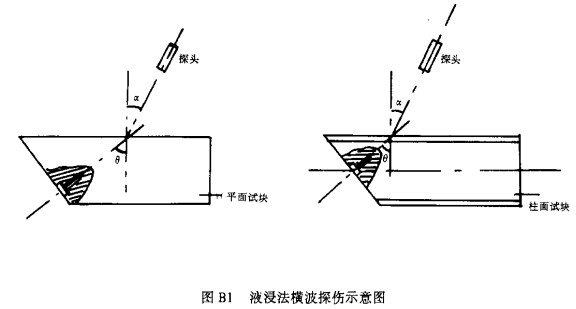
液浸法橫波探傷入射角計算
(補充件)
B1 采用T1、T2(或T3、T2)試塊校準標準靈敏度時,聲束人射角與折射角關系按公式B1計算。探傷示意圖見圖B1、圖B2。
sinα/sinθ=C1/C2………………(B1)
式中:α-液浸探傷時聲束人射角,(°);
θ-鍛件橫波折射角,(°);
C1-液體(一般為水)縱波聲速,mm/s;
C2-鍛件橫波聲速,mm/s。
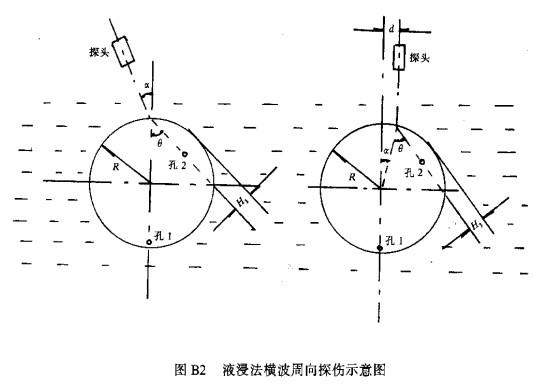
B2 采用T3(或T6)試塊校準靈敏度時,入射角與折射角關系或偏心距與折射角關系按公式B2、B3、B4計算:
sinα/sinθ=C1/C2………………(B2)
或
d=(C1/C2)·R·sinθ………………(B3)
其中
sinθ=(R-H3)/R………………(B4)
式中:α-液浸探傷時聲束人射角,(°);
θ-鍛件橫波折射角,(°);
C1-液體(一般為水)縱波聲速,mm/s;
C2-鍛件橫波聲速,mm/s;
R一圓柱半徑,mm;
d一探頭聲束軸線同圓柱的偏心距,mm;
H3-鍛件橫波探傷部位尺寸,mm。
相關鏈接
- 2021-12-27 航空用鈦合金鍛件的新工藝方法
- 2021-12-18 半球形TC4鈦合金鍛件存在的缺陷與生產工藝改進方法
- 2021-12-15 航空航天領域用鈦鍛件鈦棒等鈦合金的特點及類型
- 2021-12-07 我國鈦棒鈦板等鈦合金產業發展的現狀與展望
- 2021-11-30 大型航空用鈦合金鍛件材料及成形技術應用現狀
- 2021-11-21 鍛造工藝對大規格TC11鈦合金環件的力學性能與組織影響
- 2021-11-04 源頭廠家定制TC4/TC1/TA15鈦鍛件 鈦餅 鈦環
- 2021-11-03 熱處理工藝對TC4鈦板鈦棒鈦鍛件等鈦合金材料組織及性能的影響
- 2021-10-24 鈦合金葉輪鈦鍛件等鈦合金材料的機械加工工藝
- 2021-02-17 3D打印TA15鈦合金結構件銑削加工技術
